In the process of processing, there are often appear abnormal abrasion, deformation, collapse phenomenon which reduces the machining accuracy of the workpiece, and even causes the damage of the workpiece and the tool, which reduce the production efficiency and increases the cost. The following is our arrangement and analysis of the abnormal damage of the tool in the turning process.

The Flank wear would caused surface finish Seesurface roughness,and would let the workpiece very bad.And the reason for flank wear is like:
a) The cutting speed is too high: We could reduce the cutting speed or choice the better wear resistance inserts.
b)Feed isn’t match: If the feed and cutting depth are too small, the friction between the cutter surface and the surface to be machined will be increased. If the feed and cutting depth are properly increased, the wear of the insert surface will be reduced.

The fine notch in the cutting edge may result in rough machining surface.The main reasons for the fine cutting edge notch are as follows:
a)The carbide inserts is too brittle: the insert has low toughness, and the poor impact resistance will lead to a gap in the cutting edge during the cutting process of the CNC insert. For this reason, the insert with better toughness can be selec
b) Vibration, because the feed, cutting depth is too large, intermittent cutting or system rigidity difference will cause the vibration of the tool and the workpiece: for this can use the insert to be negative chamfered to increase the strength of the CNC insert edge. Reduce the feed and cutting depth, and choose the appropriate chip-breaker to make the iron chip discharge smoothly can also avoid the appearance of notch;For the vibration caused by the system rigidity difference, the rigidity of the system should be increased.

Wear on the front edge will weaken the edge.The main causes of front insert surface wear are as follows:
a) Cutting speed or feed is too high: the cutting speed or feed will increase the friction between the iron filings and the front insert surface, so the cutting speed and feed should be reduced.
b) The front Angle of the insert is small: so the carbide insert with the groove of the front Angle should be selected to make the chip flow out smoothly along the front knife surface and reduce the friction with the front cutter surface.
c).The cemented carbide insert is not wear-resistant: you can choose a more wear-resistant insert;
d) Cooling is not enough: the insert temperature in the cutting process is too high will reduce the hardness and wear resistance of the insert, which can increase the cooling or increase the coolant flow to reduce the cutting temperature.

Edge depression or side depression will lead to poor cutting control and rough machining surface. Excessive side wear will lead to insert breakage.The main causes of plastic deformation of the carbide insert are:
a) Cutting speed is too high: Cutting speed is too high, which leads to too high cutting temperature and too high pressure, which makes the hardness of the insert decrease sharply and causes the plastic deformation of the insert.Therefore, cutting speed should be reduced.
b) The base of the inserts is softened: so a more wear-resistant insert can be selected.
c) The coating of the carbide insert is damaged: which should reduce the cutting speed and increase the cooling.
The build-up edge will cause rough machining surface and the edge will be damaged when the scurf falls off.The main reasons for the formation of chip tumor are as follows:
a) Cutting speed is too low: plastic materials cutting the plastic deformation is bigger, easy to produce the devolop tumor, when cutting speed within 5 to 50 m/min, the chip between base metal and rake face of the friction factor is larger, at the same time, cutting temperature, chip the molecular binding force is reduced, and therefore easy to produce the devolop tumor, this should increase the cutting speed.
b) .The front Angle of the insert is small: the cutting outflow resistance is increased, increasing the friction between the cutting and the front surface of the insert, so the front Angle of the cemented carbide insert should be increased.
c) Without cooling: if there is no cooling in the cutting process, it will increase the cutting temperature, and because there is no lubrication effect of coolant, it will also increase the friction between the chip and the front knife surface, which should be increased cooling;
d) The grade is not correct: the grade is not suitable for processing such materials. For this reason, the correct blade number should be chosen.

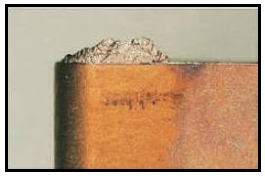
The cutting edge will damage the inserts and may damage the body and workpiece. The main causes of caving inserts are as follows:
a) Cutting force is too large: too large feed and cutting depth will produce a greater cutting force, when the cutting force exceeds the bearing capacity of the insert will produce a collapsing edge phenomenon, so should reduce the cutting feed and cutting depth.
b) Cutting instability: Poor system rigidity, large cutting depth and feed and cause the system to produce vibration such as intermittent cutting cutting process is not stable, this should increase the rigid system, and reduces the cutting feed and cutting depth can reduce the vibration of the system, so as to avoid the happening of the collapse edge, and choose better toughness insert can also avoid the collapse edge phenomenon.
c) The strength of the tip is poor: the arc radius of the tip is too small, the Angle of the tip is relatively sharp, and the strength is low. In the case of larger feed and cutting depth, the tip cannot bear the cutting force at this time, which will cause the collapse edge. Therefore, it should be changed to a larger arc radius of the tip;
d) For the wrong chip-breaker choice: when the chip-breaker is not suitable and the chip is fed and cut deep, the chip cannot be disconnected and discharged smoothly, and the front insert face is caused by the large extrusion pressure of the iron chip, so the chip-breaker type matching the material and cutting depth should be selected.
The hot crack perpendicular to the carbide inserts will cause the insert to crack and the machined surface to be rough.The main reason for the theermal cracks is that the inserts temperature changes too much during the cutting process, which is mainly caused by the intermittent cutting or the change of coolant supply, which should increase the coolant supply and make the cooling position more accurate.
From the above contents, we can see that the main causes of abnormal damage of the cemented carbide insert are the mismatching of cutting parameters and the unreasonable selection of the insert, which points out the direction for us to deal with such problems in the future and plays a good guiding role for production.
Please contact us if you have any confusion with the CNC inserts!
Contact: Alisa Chen
Phone: 0086-15574161911
Tel: 0086-73128281589
Email: sales@jatcarbide.com
Whatsapp: kogin
Add: Golden Valley Industrial Park, South Huanghe South Road, Tianyuan District, Zhuzhou, Hunan Province,China


 live:934932206
live:934932206 kogin
kogin